Сварочные работы играют огромную роль в различных сферах производства, начиная от машиностроения и заканчивая судостроением. Качество сварочного шва является одним из ключевых показателей, определяющих прочность и надежность конструкции. Одно из важных влияющих факторов, которое необходимо учесть при сварке, это длина дуги.
Длина дуги – это расстояние между электродом и сварочной ванной, через которую проходит электрическая дуга. От правильно выбранной длины дуги зависит не только удобство работы сварщика, но и качество получаемого сварочного шва. Неправильно выбранная длина дуги может привести к образованию плавящиеся заглубления, непрочности и неплотной связи между свариваемыми деталями, а также к появлению дефектов, таких как неполный проплав, избыточный привар, пустоты и трещины.
Оптимальная длина дуги зависит от нескольких факторов, включая тип сварочного аппарата, материалы, которые необходимо сварить, и толщину свариваемого металла. В целом, для большинства сварочных работ можно рекомендовать следующее: для сварки тонких металлических листов рекомендуется использовать короткую дугу (1-3 мм), в то время как для сварки толстых конструкций рекомендуется увеличить длину дуги (3-5 мм). В особо ответственных работах, таких как сварка тонкостенных трубопроводов или алюминиевых деталей, необходимо дополнительно учитывать и другие факторы, такие как температура окружающей среды и влажность.
- Влияние длины дуги на качество сварочного шва
- Значение длины дуги в сварочном процессе
- Роль длины дуги в формировании шва
- Влияние длины дуги на прочность сварного соединения
- Факторы, влияющие на длину дуги
- Тип сварочной машины и ее настройки
- Материалы, используемые в сварке
- Тип электрода и его диаметр
- Оптимальная длина дуги для различных видов сварки
- Дуговая сварка стальных конструкций
- Сварка алюминия и его сплавов
- Сварка тонколистового металла
- Практические рекомендации по настройке длины дуги
- Определение оптимальной длины дуги
- Настройка сварочного аппарата
- Контроль длины дуги во время сварки
- 🎥 Видео
Видео:Основные дефекты сварных швов и причины их образованияСкачать

Влияние длины дуги на качество сварочного шва
Длина дуги определяется расстоянием между сварочным электродом и сварочной поверхностью или краем обрабатываемых деталей. Оптимальная длина дуги зависит от множества факторов, включая тип сварочной работы, тип используемого электрода и сварочного аппарата, материалы, металлологические свойства, технические требования и т.д.
Слишком короткая дуга может привести к недостаточной проникающей способности и отсутствию полного проплавления сварочного металла. Это может вызвать образование недостатков, таких как непроплавленные участки и пустоты, снижение прочности и ухудшение эстетического вида шва.
С другой стороны, слишком длинная дуга может привести к увеличению рассеивания тепла и потере контроля над расплавленным металлом. Это может вызвать образование недостатков, таких как прожог, привары и перегрев шва, что также может снизить качество сварочного соединения.
Для обеспечения оптимального качества сварочного шва рекомендуется находиться в пределах допустимой длины дуги, подходящей для конкретной сварочной задачи и материала. Необходимо учитывать требования по сварочной спецификации и руководиться опытом и рекомендациями производителей.
Однако, необходимо помнить, что длина дуги не является единственным фактором, влияющим на качество сварочного шва. Сварщику также необходимо уделить внимание другим параметрам, таким как угол наклона сварочного горелки, скорость сварки, подача сварочного проволочного материала и т.д. Комплексный подход и правильное управление всеми этими факторами помогут достичь высокого качества сварочного соединения.
Видео:Как влияет длина дуги на формирование сварного шваСкачать

Значение длины дуги в сварочном процессе
Слишком длинная дуга может привести к недостаточной концентрации энергии на сварочной зоне, что может привести к плохой проникающей способности свариваемых материалов. Это может привести к неравномерному и поверхностному сварному шву, который может быть менее прочным и надежным.
С другой стороны, слишком короткая дуга может привести к избыточной концентрации энергии на сварочной зоне, что может вызвать перегрев и деформацию свариваемого материала. Это может привести к образованию трещин и других дефектов в сварочном шве, что снижает его прочность и надежность.
Для достижения оптимальной длины дуги рекомендуется использовать специальные сварочные параметры и настройки сварочного оборудования. Также важно принимать во внимание особенности свариваемых материалов и способ сварки. В некоторых случаях может потребоваться использование специальных сварочных электродов или дополнительных методов контроля длины дуги.
Контроль длины дуги осуществляется с помощью использования сварочной маски с соответствующими оптическими свойствами, затемнением и автоматическим регулированием светофильтров. Это позволяет сварщику наблюдать за дугой и поддерживать оптимальное расстояние между электродом и сварочным материалом.
| Позитивные факторы | Негативные факторы |
|---|---|
| Оптимальная проникающая способность сварных соединений | Неравномерность сварного шва |
| Повышенная прочность и надежность сварных швов | Образование трещин и деформаций |
| Улучшенная контролируемость процесса сварки | Понижение эффективности процесса сварки |
В целом, правильная настройка и контроль длины дуги в сварочном процессе является ключевым фактором для достижения высокого качества сварочных соединений. Это требует опыта и знаний сварщика, а также правильного выбора сварочного оборудования и сварочных материалов.
Роль длины дуги в формировании шва
Длина дуги определяет степень теплового воздействия на сварочную ванну и размягчаемую зону. Слишком короткая дуга может привести к недостаточному проникновению в материал и физическим дефектам, таким как несплавление поверхностей и недостаточная прочность шва. С другой стороны, слишком длинная дуга может привести к чрезмерному разбросу тепловой энергии, образованию больших шлаковых включений и искривлению шва.
При выборе оптимальной длины дуги учитываются такие факторы, как тип используемых электродов, толщина свариваемого материала, его состояние поверхности и требования к прочности шва. Сварщик должен оптимально настроить сварочное оборудование, подобрать необходимый сварочный режим и контролировать длину дуги в процессе сварки.
Важно отметить, что определение оптимальной длины дуги требует опыта и умений сварщика. Рекомендуется проводить предварительные испытания для выбора наиболее подходящей длины дуги в зависимости от конкретных условий и требований проекта.
Влияние длины дуги на прочность сварного соединения
Для обеспечения высокого качества сварочного шва важно учесть длину дуги, поскольку она оказывает значительное влияние на прочность сварного соединения.
Длина дуги является одним из ключевых параметров при сварке, который определяет эффективность процесса и качество результирующего шва. Правильное подбор длины дуги позволяет достичь оптимального баланса между скоростью сварки и прочностью соединения.
Как слишком короткая, так и слишком длинная длина дуги могут негативно сказаться на прочности сварного соединения.
Слишком короткая длина дуги может привести к неполной проплавке основного металла, недостаточному проникновению сварочного материала и образованию непрочных микротрещин в шве. Это может привести к ухудшению механических характеристик сварного соединения и его преждевременному разрушению.
С другой стороны, слишком длинная длина дуги может привести к пережогу, образованию пустот и надрывов, а также возможному распылению сварочного материала.
Чтобы обеспечить максимальную прочность сварного соединения, необходимо подобрать оптимальную длину дуги. Важно учитывать тип и толщину свариваемых материалов, а также условия проведения сварочных работ. При правильном выборе длины дуги можно добиться хорошей проплавки основного металла, глубокого проникновения сварочного материала и формирования устойчивого и прочного шва.
Для достижения оптимальной длины дуги следует регулярно контролировать сварочный ток, дуговое напряжение и скорость сварки. Также рекомендуется выполнять предварительную настройку сварочного оборудования и проводить техническую подготовку перед началом сварочных работ.
Видео:Сварка! Как влияет длина дуги на качество и внешний вид сварочного шва?Скачать
Факторы, влияющие на длину дуги
Влияние длины дуги на сварочный шов зависит от нескольких факторов:
- Тип сварочного процесса. Разные виды сварки (дуговая, газовая, лазерная и т. д.) имеют различные требования к длине дуги. Например, в дуговой сварке длина дуги должна быть оптимальной, чтобы обеспечить достаточное плавление электрода и плавящихся металлов, но при этом не вызывать нежелательное брызгание и разбрызгивание расплава.
- Мощность сварочного аппарата. Мощность сварочного аппарата также влияет на оптимальную длину дуги. При низкой мощности дуга может быть слишком короткой, что приведет к недостаточной проплавке и необходимости повторной сварки. При высокой мощности дуга может быть слишком длинной, что повышает риск брызг и повреждения окружающих деталей.
- Материалы, которые свариваются. Разные материалы имеют разные свойства плавления и требуют разной длины дуги. Например, сварка алюминия требует более короткой дуги, чем сварка стали, чтобы предотвратить окисление металла и сохранить качество сварочного соединения.
- Толщина свариваемых материалов. Толщина материалов также оказывает влияние на длину дуги. Для тонких листов дуга должна быть короткой, чтобы избежать перегрева и перфорации, а для толстых деталей дугу следует увеличить, чтобы обеспечить достаточное проникновение и проплавку металла.
Все эти факторы необходимо учитывать при установлении оптимальной длины дуги. Для достижения наилучших результатов рекомендуется использовать специализированные сварочные аппараты, которые позволяют контролировать и регулировать длину дуги в зависимости от требований сварки.
Тип сварочной машины и ее настройки
Определение оптимальных настроек сварочной машины зависит от условий проведения сварочных работ, типа свариваемых материалов и выбранного метода сварки. Настройки сварочной машины включают выбор тока сварки, скорости наплавки свариваемого металла, длины дуги и др.
Выбор типа сварочной машины и ее настроек напрямую влияет на глубину проникновения сварочного материала и качество сварного соединения. Например, для сварки легких и тонких металлических изделий рекомендуется использовать инверторные сварочные аппараты с низким током сварки и короткой длиной дуги, чтобы избежать возможных деформаций и ослабления сварных соединений.
Для сварки толстостенных металлических конструкций, более эффективно будет использовать дуговые сварочные аппараты с высоким током сварки и увеличенной длиной дуги. Правильно настроенная длина дуги в этом случае позволит обеспечить надежное и прочное соединение без разрушения сварного шва.
Важно отметить, что правильная настройка сварочной машины должна осуществляться квалифицированными специалистами, которые обладают опытом работы с конкретными типами сварочного оборудования и материалами. Неправильная настройка сварочной машины может привести к дефектам сварного соединения, его ослаблению или даже полному разрушению.
| Параметр | Настройка |
|---|---|
| Ток сварки | Выбирается в зависимости от толщины и типа материала |
| Скорость наплавки | Нужно учитывать особенности сварного соединения |
| Длина дуги | Регулируется для обеспечения нужной глубины сварки |
Материалы, используемые в сварке
Одним из основных материалов, которые используются в сварке, является сварочная проволока. Она представляет собой специальный металлический материал, который плавится при сварке и обеспечивает дополнительное наполнение сварочного шва. Выбор сварочной проволоки зависит от типа сварки, типа металла, который необходимо сварить, и требуемых свойств готового сварочного соединения.
Другим важным материалом, используемым в сварке, является сварочный электрод. Сварочные электроды представляют собой покрытые металлические стержни, которые плавятся при сварке и образуют сварочную дугу. Они играют роль в перемещении тепла через сварочный шов и формировании сварочного соединения. Как и сварочная проволока, выбор сварочного электрода зависит от типа сварки, материала и требуемых свойств сварочного шва.
Основные материалы, которые используются в сварке, также включают газы и флюсы. Газы используются для защиты сварочной зоны от окисления и образования дефектов, таких как пустоты и трещины. Флюсы представляют собой химические вещества, которые помогают очистить металлическую поверхность перед сваркой и улучшить формирование сварочного шва.
Кроме того, в сварке могут использоваться и дополнительные материалы, такие как специальные покрытия и защитные газы. Эти материалы помогают улучшить визуальное качество сварочного шва, предотвратить его окисление и обеспечить дополнительную защиту от коррозии.
Таким образом, правильный выбор материалов является важным аспектом сварочного процесса и влияет на качество сварочного соединения. Необходимо учитывать тип сварки, материал, который необходимо сварить, и требуемые свойства готового сварочного шва при выборе материалов для сварки.
Тип электрода и его диаметр
Тип электрода и его диаметр играют важную роль в качестве сварочного шва. Различные типы электродов подходят для разных материалов и условий сварки.
Один из основных параметров электрода — это его диаметр. Диаметр электрода влияет на глубину проникновения шва, скорость сварки и образование дефектов. В общем случае, чем больший диаметр электрода, тем глубже проникает сварной шов, но он также требует более высокой сварочной мощности.
Для тонких листов и деталей рекомендуется использовать электроды с меньшим диаметром, чтобы избежать прогорания основного металла. Для сварки толстых и крупных деталей лучше использовать электроды с большим диаметром для обеспечения достаточной проникающей способности.
Важно также учитывать тип электрода при выборе подходящего диаметра. Общий тип электрода, такой как рутиловый, целлюлозно-натриевый и др., должен соответствовать требованиям по механическим свойствам и особенностям свариваемых материалов. Различные типы электродов обладают разными сварочными качествами, такими как глубина проникновения и стабильность дуги.
При выборе типа электрода и его диаметра важно учитывать все факторы, такие как требуемая прочность сварного соединения, способы обработки и послесварочной обработки. Консультация со специалистом и тестирование на пробных образцах также могут помочь определить оптимальные параметры сварки.
Видео:Длина дуги влияет на внешний вид и формирование сварного шва! Сварка своими руками!Скачать

Оптимальная длина дуги для различных видов сварки
Для различных видов сварки оптимальная длина дуги может отличаться и зависит от многих факторов, таких как тип сварочного материала, толщина свариваемых деталей, сварочный ток, положение сварки и наличие защитного газа.
Например, при дуговой сварке металлическим электродом, оптимальная длина дуги обычно составляет примерно 2-4 мм. При большей длине дуги возникает риск разбрызгивания сварочной ванны и необходимости проведения дополнительной обработки шва. При меньшей длине дуги может возникнуть недостаток проникновения и недостаточное заполнение сварного шва.
Для сварки методом MIG/MAG оптимальная длина дуги также играет важную роль. Оптимальная длина дуги для данного метода сварки зависит от диаметра и типа сварочной проволоки, сварочного тока и типа защитного газа. Обычно рекомендуется поддерживать длину дуги в пределах 10-15 мм.
Для TIG-сварки оптимальная длина дуги будет зависеть от толщины свариваемого материала и выбранного электрода. Обычно рекомендуется поддерживать длину дуги в диапазоне 1-3 мм для тонких материалов и до 5 мм для более толстых материалов.
| Вид сварки | Оптимальная длина дуги |
|---|---|
| Дуговая сварка металлическим электродом | 2-4 мм |
| MIG/MAG сварка | 10-15 мм |
| TIG-сварка | 1-3 мм (тонкие материалы), до 5 мм (более толстые материалы) |
Регулировка длины дуги может проводиться путем изменения мощности сварочного аппарата, подбора правильного типа сварочной проволоки или электрода, а также путем контроля расстояния между сварочным инструментом и материалом.
Важно помнить, что оптимальная длина дуги для различных видов сварки может варьироваться и зависит от конкретных условий сварочного процесса. При выборе оптимальной длины дуги следует руководствоваться рекомендациями производителя сварочного оборудования и проводить необходимые испытания и настройки для достижения наилучших результатов сварки.
Дуговая сварка стальных конструкций
Дуговая сварка стальных конструкций имеет несколько особенностей, которые необходимо учитывать для достижения высокого качества сварочного шва:
| Фактор | Влияние | Рекомендации |
|---|---|---|
| Тип электрода | Определяет качество и прочность сварного соединения | Выбирать электрод, соответствующий свариваемым материалам и условиям эксплуатации конструкции |
| Режим сварки | Влияет на глубину проникновения сварочного материала и скорость сварки | Соблюдать рекомендации производителя по параметрам сварки: ток, напряжение, скорость передвижения электрода |
| Продолжительность дуги | Определяет степень прогрева и возможность образования дефектов | Соблюдать оптимальную длину дуги для конкретного типа сварки и материала |
| Защитный газ | Обеспечивает защиту сварочного шва от окисления и образования пузырей | Использовать подходящий защитный газ для конкретного вида дуговой сварки |
Помимо вышеуказанных факторов, при дуговой сварке стальных конструкций необходимо учитывать качество подготовки сварочной поверхности, правильное наложение сварочной капли и использование дополнительных материалов, таких как флюс или форсунки.
Все эти факторы взаимосвязаны и влияют на качество сварочного шва. Правильное выполнение всех операций и учет указанных рекомендаций позволит достичь надежного и прочного сварного соединения, обеспечивая долговечность и безопасность конструкций из стали.
Сварка алюминия и его сплавов
Однако сварка алюминия представляет свои особенности и сложности. Во-первых, алюминий обладает низкой теплопроводностью, что затрудняет контроль за процессом нагрева и охлаждения. Во-вторых, в результате оксидации воздухом образуется оксидный слой на поверхности алюминия, который затрудняет проникновение сварочной дуги. Это делает сварку алюминия более сложной и требует применения специальных техник и оборудования.
Для сварки алюминия и его сплавов обычно используется метод TIG (tungsten inert gas) или MIG (metal inert gas). Метод TIG часто используется при сварке алюминиевых сплавов с толщиной более 3 мм, так как он обеспечивает высокое качество и точность сварного шва. Метод MIG, с другой стороны, более быстр и экономичен, но менее подходит для сварки тонких алюминиевых сплавов.
При сварке алюминия и его сплавов важно учитывать ряд факторов. Например, необходимо правильно выбрать сварочные электроды и газы защиты, чтобы обеспечить надежную защиту от окисления. Также рекомендуется использовать аргон как газ защиты, так как он обеспечивает наилучший результат.
Важно также помнить о правильной подготовке поверхности перед сваркой. Поверхность должна быть чистой и свободной от окиси, жира и других примесей. Для этого рекомендуется использовать специальный очиститель для алюминия.
Сварка тонколистового металла
При сварке тонколистового металла необходимо соблюдать ряд важных факторов. Во-первых, толщина металла должна быть учтена при выборе сварочной технологии и параметров сварки. Слишком большая мощность или скорость сварки может привести к перегреву или деформации металла, а недостаточная мощность может вызвать недостаточную прочность сварочного шва.
Во-вторых, использование специальных электродов или проволоки является желательным для сварки тонколистового металла. Такие материалы обеспечивают более стабильную дугу и уменьшают возможность появления дефектов в сварочном шве.
Также важно учитывать окружающую среду и условия сварки. При сварке тонких листов металла, особенно из алюминия, требуется обеспечить достаточное охлаждение сварочного места для предотвращения перегрева и образования пористостей.
Для достижения высокого качества сварочного шва на тонколистовом металле необходимо использовать малую длину дуги. Короткая дуга помогает снизить энергию и тепловое воздействие на металл, предотвращая его перегрев и деформацию.
Видео:учимся оценивать качество сварочных швов на примерахСкачать

Практические рекомендации по настройке длины дуги
- Контролируйте длину дуги: Длина дуги должна быть установлена в соответствии с требованиями сварочного процесса и типом электрода. Слишком короткая дуга может привести к низкому проникновению и недостаточному плавлению металла, а слишком длинная дуга может вызвать излишнее брызгание, продукцию оксидов и неправильную форму шва.
- Поддерживайте оптимальную длину дуги: В зависимости от типа сварочного процесса и толщины свариваемого материала, определите оптимальную длину дуги при помощи эксперимента. Поддерживайте эту длину во время сварки, чтобы достичь наилучших результатов.
- Соблюдайте рекомендации производителя: Производители сварочного оборудования и электродов обычно предоставляют рекомендации по настройке длины дуги. Поддерживайтеся этими указаниями, чтобы добиться оптимальной сварочной производительности.
- Избегайте чрезмерного брызгания: Слишком длинная дуга может привести к чрезмерному брызганию, что может негативно повлиять на качество сварочного шва. Уменьшите длину дуги или увеличьте сварочный ток, чтобы избежать этой проблемы.
- Защитите глаза и кожу: Дуга сварочного процесса создает яркий свет и может быть вредна для глаз и кожи. Всегда используйте защитные очки, шлемы и средства индивидуальной защиты, чтобы избежать возможных повреждений.
Следуя этим практическим рекомендациям, вы сможете управлять длиной дуги и достичь лучших результатов при сварочных работах. Помните, что настройка длины дуги требует опыта и мастерства, поэтому регулярная практика и обучение также могут быть полезными для улучшения сварочной производительности.
Определение оптимальной длины дуги
Длина дуги зависит от таких факторов, как материал свариваемых деталей, мощность и тип сварочного аппарата, электрод и его диаметр, режим сварки и другие.
Слишком короткая дуга может привести к несвариваемым деталям, попаданию расплавленного металла в аппарат, образованию плевел и осадка на поверхности шва.
Слишком длинная дуга может вызвать нестабильность процесса сварки, образование внутренних дефектов, таких как пустоты, включения газов или примесей и снижение прочности шва.
Оптимальную длину дуги можно определить экспериментальным путем. Начальное значение длины дуги выбирается и затем путем постепенного увеличения или уменьшения ее длины находится оптимальное значение, при котором достигается наилучшее качество сварного шва.
Важно отметить, что оптимальная длина дуги может отличаться для различных сварочных процессов, а также для разных материалов и толщин деталей. Поэтому при выборе оптимальной длины дуги необходимо учитывать все параметры сварки и особенности материала, чтобы добиться максимально возможного качества сварочного шва.
Настройка сварочного аппарата
Для достижения качественного сварочного шва необходима правильная настройка сварочного аппарата. Это важный этап, который требует внимания и определенных навыков от сварщика.
Первым шагом при настройке сварочного аппарата является правильный выбор режима сварки. Он зависит от типа сварочного материала, его толщины и требуемого качества шва. Необходимо установить оптимальные значения тока и напряжения для конкретной задачи.
Следующим важным параметром является скорость сварки. Она должна быть установлена таким образом, чтобы дуга имела стабильную длину и не была слишком короткой или длинной. Слишком короткая дуга может привести к необходимости сваривать поверхность несколько раз и повышенному расходу электрода, а слишком длинная дуга может привести к низкому качеству шва и возникновению плевров.
Также важным фактором является правильная установка проточки газа. Газ необходим для защиты сварочной ванны от воздействия атмосферы и образования вредных примесей. Проточку газа следует установить на оптимальные значения, чтобы обеспечить эффективную защиту и минимизировать расход газа.
Важно отметить, что настройка сварочного аппарата может отличаться в зависимости от конкретной модели и производителя. Поэтому рекомендуется ознакомиться с руководством по эксплуатации конкретной модели и следовать рекомендациям производителя.
Таким образом, настройка сварочного аппарата является неотъемлемой частью процесса сварки. Правильно выполненная настройка позволяет достичь высокого качества сварочного шва и снизить количество возможных дефектов.
Контроль длины дуги во время сварки
Контроль длины дуги является важным аспектом сварочных работ, поскольку неправильная длина дуги может привести к шероховатостям, недостаточной проникновению сварочного шва или его перегреву. Правильное поддержание оптимальной длины дуги позволяет достичь равномерного и прочного сварочного соединения.
Для контроля длины дуги можно использовать специальные сварочные приборы, оснащенные контролем дуги или автоматическим регулятором длины дуги. Эти приборы могут контролировать расстояние между электродом и свариваемым материалом и поддерживать оптимальное значение длины дуги в процессе сварки.
Другим способом контроля длины дуги является наблюдение сварщика. Опытные сварщики могут определить оптимальную длину дуги с помощью визуального наблюдения и оценки интенсивности света и тепла, выделяемых при сварке. Регулировка длины дуги осуществляется путем изменения расстояния между электродом и свариваемым материалом.
Рекомендуется проводить регулярную проверку и контроль длины дуги во время сварочных работ. Это позволяет своевременно выявить и устранить возможные неполадки и обеспечить высокое качество сварочного соединения.
🎥 Видео
КАК ВЛИЯЕТ УГОЛ НАКЛОНА ЭЛЕКТРОДА НА КАЧЕСТВО СВАРНОГО ШВА. ПОДРОБНЫЙ ПРИМЕР.Скачать

Как влияет длина дуги на внешний вид вертикального шваСкачать

Как правильно вести электрод? (Уроки сварки.)Скачать

Как влияет сварка на здоровье человека?Скачать

Основные способы дуговой сварки их технологические возможности и области примененияСкачать

Сварка мачты для дымохода от котлов! Продолжение! Видео 3.Скачать

Контроль сварочного шва. Как выявить дефекты сварных соединений?Скачать

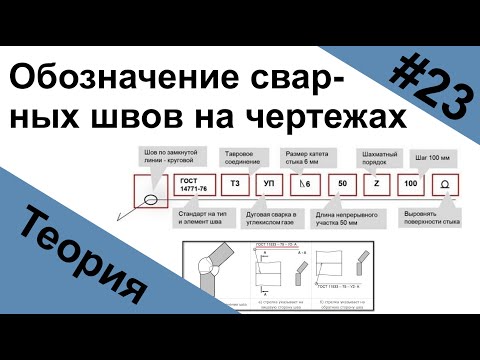
Условное обозначение сварных швов на чертежахСкачать
Полярность при сварке.Скачать

КОНТРОЛЬ СВАРНОГО ШВА КЕРОСИНОМ // ПРОВЕРКА СВАРКИ // КАПИЛЯРНЫЙСкачать

На каком расстоянии держать электрод? Длина сварочной дуги.Скачать

Теория соединения встык - Территория сваркиСкачать
ОСНОВНАЯ ПРИЧИНА ПОЯВЛЕНИЯ НЕПРОВАРОВ И СПОСОБ ИХ УСТРАНЕНИЯ!!!Скачать

Визуальный и измерительный контроль кольцевого стыкового сварного соединения | ВИКСкачать

Влияние наклона и направления электрода на пористость сварочного шва.Скачать
